首页
>
资讯
>
基于483和申报资料,FDA 全面审视冻干工艺
出自识林
基于483和申报资料,FDA 全面审视冻干工艺
2025-12-12
12月初,FDA研究人员在AAPS期刊上发表了一篇题为《人用药申请和生产检查中观察到的药品冻干与控制策略的最新趋势》 (Recent trends in pharmaceutical freeze-drying and control strategies observed in human drug applications and manufacturing inspections)的文献,系统梳理了2020年至2023年间提交FDA审评的162份人用药品申请(包括24份NDA 、118份ANDA 及20份生物制品许可申请BLA )中的冻干 工艺控制趋势,并分析了2015年至2019年间在冻干生产场地进行的201次检查所产生的483检查缺陷项。
FDA将更多资源投入到早期开发和临床试验 ,如此全面的针对特定制造技术的研究并不多见,且信息来自于申报资料和483,更为难得。建议感兴趣的识林读者深入研读原文及参考文献,以下概要可作为导读。
申报资料体现出冻干工艺重点是升华终点控制和工艺放大
研究者 指出升华终点是冻干工艺 的一个重要控制点,通常通过冻干周期中产品温度 和压力的变化进行监控。
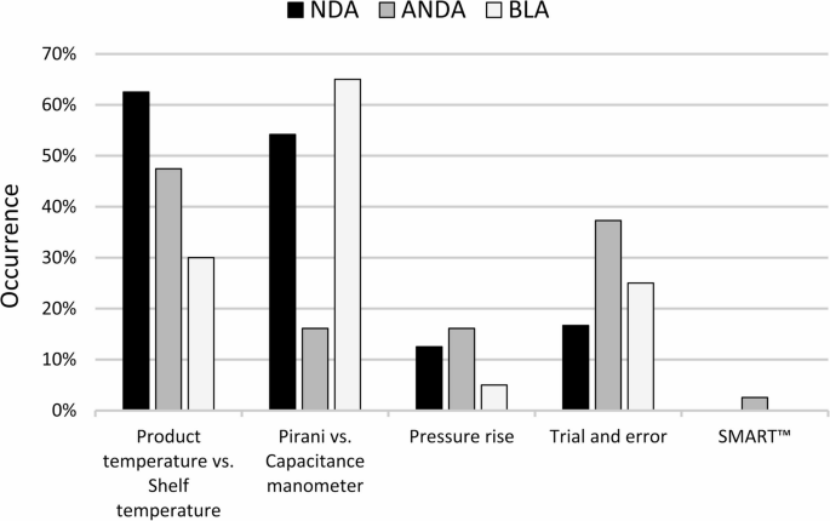
文献图2展示了上述162份申请(柱状图区分NDA、ANDA和BLA)中提及的用于监控一次干燥 和二次干燥进程的不同方法。最常用的终点判定方法是直接测量产品温度接近板层温度,避免产品回融或塌陷。62.5%的NDA和47.5%的ANDA采用了此方法。其他过程分析技术(PAT)工具也有应用,包括压力升测试以及通过皮拉尼(Pirani)真空计和电容式压力计进行的比较压力测量,后者在BLA(即生物制品 冻干)中最为常见。值得注意的是,基于压力升测试的温度测量模型SMART仅在少数案例中使用,仅占ANDA的2.54%。该模型旨在干燥期间将产品温度维持在其塌陷温度 以下。
在所有申请类型中,研究者也频繁观察到采用试错法进行冻干工艺开发 ,即针对处方 的特定塌陷温度,通过尝试不同的板层温度和腔室压力值进行实验,直至获得可接受的产出。16.7%的NDA、37.3%的ANDA和25.0%的BLA采用了此方法。
关于冻干工艺的放大,部分NDA(33.3%)和ANDA(22.9%)依据FDA发布于2014年的一份指南 中关于批量的建议,以1.5至10倍的放大系数推进商业化生产。值得注意的是,这些申请保持了与中试 批次生产相同的设备和工艺参数 。对于BLA,监管期望在提交申请前完成商业规模的工艺性能确认(PPQ)。
此外,尽管有多种PAT工具可用,其在商业化生产中的应用并不频繁,仅4.17%的NDA和0.85%的ANDA在生产工艺中整合了PAT工具。现有工具的示例包括可调谐半导体激光吸收光谱(TDLAS )以及无线温度传感器。在申请中商业化生产应用的PAT工具里,压力升测试最为常见(NDA 的13%;ANDA 的16%;BLA 的5%),而SMART模型仅在3%的ANDA中被提出。
检查缺陷项分析:可见异物、无菌保证和西林瓶转移
研究者注意到专用于冻干的GMP 文件很少,早在1993年,FDA发布了《关于注射剂冻干的检查指南》 ;随后在2004年,FDA发布了《通过无菌工艺生产的无菌药品 - cGMP》 ;更近期的2022年,欧盟发布了GMP《附录1无菌药品生产》 ,均包含了对冻干无菌制剂生产的特殊考量。这些文件共同勾勒了在现行GMP合规环境下生产冻干无菌制剂的基本方面。
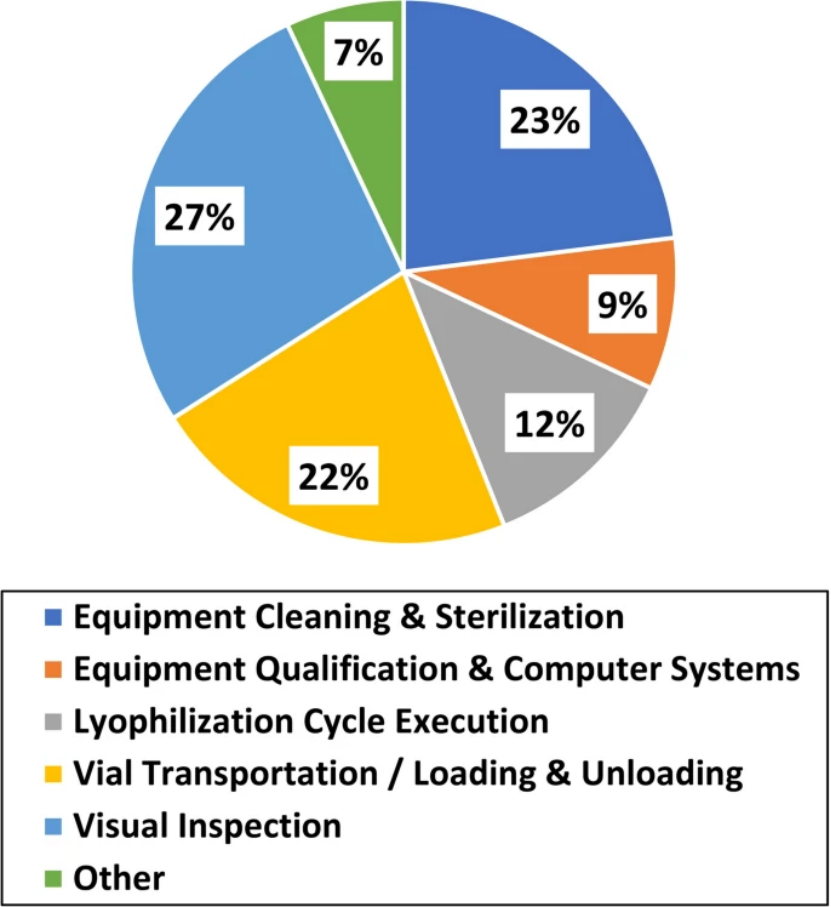
为评估制药行业在冻干无菌制剂生产方面的当前合规状况,研究者审阅了2015年至2019年间在冻干药品生产场地进行的检查所生成的201份FDA设施检查报告(Establishment Inspection Report,EIR)。其中104份(52%)平均包含1.8项直接与冻干单元操作相关并被引述为483缺陷项的情形。按生产活动分类(图3),有三个主要领域构成了约75%的483缺陷项,包括:(1)可见异物 检查程序;(2)设备清洁 、灭菌 及无菌 技术;(3)部分加塞西林瓶从灌装 操作到装载入冻干腔室的转移过程。与冻干周期执行(12%)或冻干设备与计算机系统确认(9%)相关的缺陷项被引述的频率较低。总体而言,冻干无菌制剂的可见异物检查是483缺陷项最常见的来源。
冻干机环境与冻干过程的无菌控制
研究者建议,在设计冻干机 的整体无菌控制方案时,制造商应考虑冻干机所处的环境以及部分加塞西林瓶转运至冻干机过程中所经历的环境。冻干机应在冻干 过程中以及转运和装载期间提供ISO 5/A级环境。通常需要对容器 如何转运和装载入冻干机,以及其在转运和装载步骤中所处的环境进行评估,并对这些步骤及所用无菌控制措施提供合理的论证。此外,适当的风险评估应涵盖工艺 的所有步骤。例如,若使用了带有层流 空气的移动推车,则需将其纳入评估并提供给监管机构。
研究者在分析中发现的一个常见缺陷 是,未能确认无菌工艺 模拟研究中使用的冻干机类型与拟用于商业化生产的冻干机类型相同。部分加塞西林瓶的转运、冻干机的装载、抽取部分真空并用无菌空气破除真空、以及冻干机的卸载等操作,均应包含在无菌工艺模拟中,这通常也是PDA报告建议商业化生产使用相同类型设备的原因。灌装结束与冻干开始之间的任何暂存期也应尽可能真实地模拟,因为部分加塞西林瓶不一定处于无菌环境中。最后,若冻干机为手动装载,应解释冻干机托盘和装载设备的灭菌方式。
新兴冻干技术趋势
继对药品冻干工艺现行控制策略 与合规挑战进行分析后,研究者进一步系统阐述了关键新兴冻干技术趋势。
冰核控制技术:解决传统冷冻异质性
传统冷冻过程中冰晶形成的随机性及较高的过冷度,会导致批次内和批次间干燥行为及产品质量属性的异质性 增加。此外,传统冷冻形成较小的枝状冰晶结构,导致干燥层空隙较小、升华阻力较高,从而延长一次干燥 时间。为应对这些挑战,多种冰核控制(Controlled Ice Nucleation,CIN)技术被开发用于冻干工艺的冷冻阶段。CIN技术旨在诱导所有西林瓶在一致的时间和成冰温度下同时成核,减少成核温度的差异,从而提升产品质量一致性。通过降低过冷度,CIN可显著缩短一次干燥时间并改善产品质量。多种CIN技术已在制药生产的不同规模和阶段得到研究。这些技术包括但不限于加压-泄压法、冰雾法、热机械冲击法和真空诱导法。
过程分析技术:实时监控与质量源于设计
在实际生产中,质量人员仅能对有限数量的最终产品进行测试,而PAT符合质量源于设计(QbD) 范式的核心原则,即采用系统化、科学化和基于风险的方法进行产品和工艺设计及生产,以深化工艺理解并持续生产出符合目标产品质量概况(QTPP) 的产品。过去二十年,多种PAT技术在冻干不同阶段和规模整合的价值已得到证实,包括但不限于比较压力监控、压力升测试法温度监控、TDLAS 、露点 分析、残余气体分析、无线温度监控、热通量传感器、重量分析或失重技术。
不过,研究者也提醒新技术可能带来的无菌保证风险。一项FDA内部研究表明,成冰后的板层升温速率以及额外保持时间的加入可能影响冰晶尺寸、产品阻力、升华速率、一次干燥时间和产品属性。这些例子强调了在实施CIN前充分理解工艺的重要性。再者,产品西林瓶在冻干过程中处于部分加塞状态,这增加了在工艺期间将任何工具或材料放入冻干腔室所带来的污染 风险。对于直接接触产品的PAT工具,或通过向冻干机引入外部材料诱导成冰的CIN技术,风险可能更高。因此,有必要评估CIN工艺或PAT实施对产品无菌性的影响。
工艺建模:加速开发与放大的数字化工具
工艺模型正日益广泛地用于增强和加速工艺设计、放大、场地转移、工艺监测与控制。此外,有研究表明,利用工艺模型预测关键工艺参数 可作为冻干产品增强型QbD方法的一部分。
一次干燥作为冻干最耗时和耗能的阶段,是工艺优化的主要焦点。基于基本的传质传热原理,已有多个模型被开发出来用于关键的一次干燥阶段。这些模型通常基于一维非稳态或准稳态传热传质方程,得出的结果也相似。关键的模型输入通常包括西林瓶传热系数(考虑边缘效应)、传质系数(包括饼状物阻力)以及设备能力限制。尽管一次干燥模型并非全新概念,但作为有价值的中试实验替代方案,其在工艺优化、放大和技术转移 中的工业应用有所增加。
此外,成冰温度、过冷度和传质阻力等因素在实验室和生产环境之间可能存在差异。这些差异必须在放大过程中予以解决。文献描述了多种方法来解释这些差异,包括在模拟商业化工艺时使用“GMP因子”来调整实验室测得的阻力值。该经验因子来源于实验室与生产周期之间观察到的一次干燥时间差异。另一种已发表的方法利用商业化生产中的重量分析和压力测量数据来估算参数,以解决GMP环境中可用传感器 的限制。此外,一种耦合的三维计算流体力学(Computational Fluid Dynamics,CFD)和一维西林瓶尺度仿真模型已被引入用于创建冻干单元的数字孪生,揭示了实验室规模与商业规模冻干机 在故障情景下的不同响应。
颠覆传统冻干?替代无菌干燥技术
研究者 还关注到下列潜在的颠覆性替代干燥技术,尽管目前尚无药企在申报中采用这些技术,但已有许多研究可供参考,技术突破可能已经不远。
连续冻干
2015年,连续直压工艺成为首个被FDA评估并接受的连续制造(CM) 工艺。这种基于CM的创新生产技术具有多重优势:最大限度减少人员干预;有助于提高产品质量保证 ;并赋予制造灵活性和敏捷性。
类似地,CM应用于冻干的研究越来越多。例如,有研究引入了基于CM的冻干概念,使用CIN处理悬浮西林瓶,随后在西林瓶沿轨道移动时通过辐射热进行干燥。另一报道的基于CM的冻干例子是旋转冻干,其中每个灌装 西林瓶沿其纵轴快速旋转,在冷冻过程中使产品在瓶壁形成薄层,随后通过不同方法干燥 。上述两种方法的共同点是每个待冻干的西林瓶都经历相同的生产条件。从制造控制的角度看,基于CM的冻干有潜力减少传统搁板冻干通常观察到的瓶间传热传质异质性,从而改善单个西林瓶的产品质量控制 。
还有一种适用于基于CM冻干的制造技术是喷雾冻干,其设计用于生产散装自由流动粉末。液体药液首先利用固体口服制剂 生产中常用的现有喷雾工艺转化为细雾滴,然后在所选低温介质的帮助下冷冻。关于后续干燥阶段,多篇研究论文揭示了可能使喷雾冻干适用于基于CM制造的潜在生产工艺设计。
微波辅助冻干
微波辅助冻干(Microwave-Assisted Freeze-Drying,MAFD)作为传统搁板冻干替代方案的兴趣日益增长。MAFD被证实能在保持产品效价和稳定性 的同时显著缩短干燥时间,从制造效率角度看具有优势。MAFD中使用的微波体积加热特性,也使其干燥过程兼容除西林瓶外的多种类型容器密封系统 。然而,MAFD必须以受控方式提供均匀加热以最小化干燥异质性。为此,已有研究工作致力于阐明设备设计和工艺参数 对干燥行为异质性的影响。
随着冻干 新兴技术的出现,在单个西林瓶水平改进质量控制日益可行,这有助于最小化冻干工艺异质性。对于基于CM的冻干,需注意使设备设计和系统集成能够保证冷冻以及干燥所需传热的均匀性。此外,处理任何计划内或计划外的生产中断对于确保药品质量的一致性也至关重要。对于MAFD,应解决干燥过程中微波加热不均匀的问题。关键工艺参数的选择和设备设计应考虑有多少微波驱动的电能被传递和耗散,因为施加的热量依赖于设备及药物处方(例如介电特性)。为促进MAFD领域的开发与创新,CDER近期资助了一个研究项目,旨在开发MAFD的传热传质模型以及处方 相关参数数据库,以指导工艺 开发。
识林-实木
识林® 版权所有,未经许可不得转载
法规指南解读:ANDAs: Stability Testing of Drug Substances and Products, Questions and Answers
适用岗位(必读):
工作建议:
QA:确保所有稳定性测试符合FDA指南要求,并监督实施。 注册专员:在提交ANDA时,确保包含足够的稳定性数据以满足指南要求。 研发人员:在药物开发阶段进行稳定性测试,确保数据的完整性和准确性。 临床研究相关人员:了解稳定性数据对临床试验用药的影响。 文件适用范围:
文件要点总结:
稳定性测试数据要求 :ANDA提交时应包含6个月加速稳定性数据和6个月长期稳定性数据。若有显著变化,需提交中间条件稳定性数据。稳定性研究启动时机 :加速、中间和长期稳定性研究应同时开始,以便ANDA提交时能提供数据。稳定性数据的批数要求 :至少需要三个批次的稳定性数据,以支持ANDA的批准。稳定性数据的评估 :根据ICH Q1E指南评估稳定性数据,并据此确定货架寿命。样品存储时间 :ANDA提交批次样品应在批准后至少存储1年。以上仅为部分要点,请阅读原文,深入理解监管要求。
必读岗位 :
QA(质量保证) 生产(无菌药品生产相关人员) 设备工程(无菌药品生产设备维护与设计) 工作建议 :
QA:确保所有无菌药品生产活动符合EU GMP Annex 1的要求,并进行定期审查。 生产:按照文件指导原则进行无菌药品的生产操作,确保生产环境和过程的合规性。 设备工程:设计和维护符合GMP要求的无菌药品生产设备,包括洁净室和相关设施。 文件适用范围 :
要点总结 :
无菌药品生产环境 :强调了无菌药品生产应在适当级别的洁净室中进行,并对洁净室的分类、设计和维护提出了具体要求。风险管理 :要求运用质量风险管理(QRM)原则,对无菌药品生产的潜在风险进行识别、评估和控制。污染控制策略 :提出了污染控制策略(CCS)的概念,要求在整个生产过程中实施,以确保药品质量和安全。设备和工艺 :对无菌药品生产中使用的设备和工艺进行了详细规定,包括设备的设计、确认、维护和监测。人员资质与培训 :强调了无菌药品生产人员需要具备适当的培训、知识和技能,以确保生产过程的无菌性。以上仅为部分要点,请阅读原文,深入理解监管要求。
法规指南解读
适用岗位必读:
QA(质量保证):负责确保生产过程符合cGMP规定。 生产:涉及无菌制剂生产的各个环节,需遵守无菌操作规程。 研发:在药物开发阶段需考虑无菌工艺的合规性。 实验室人员:负责无菌检测和微生物学实验室控制。 工作建议:
QA应定期审查无菌生产流程,确保符合cGMP要求。 生产人员必须经过严格培训,严格遵守无菌操作规程。 研发团队在设计无菌制剂工艺时,需参考本指南以确保合规。 实验室人员应按照指南进行无菌检测,确保检测结果的准确性。 文件适用范围:
要点总结:
无菌操作环境控制 :强调了关键区域(100级ISO5)和辅助区域的设计、空气质量监测和维护的重要性。人员培训与资质 :规定了参与无菌操作的人员必须接受的培训和资质要求,以降低人为因素对产品质量的影响。无菌操作和灭菌验证 :详细描述了工艺模拟测试、过滤效率和灭菌设备验证的重要性和方法。实验室控制 :包括环境监测、微生物培养基和鉴定、过滤前生物负荷控制等,以确保产品质量。无菌检测与批记录审核 :强调了无菌检测的重要性和批记录审核在确保产品质量中的作用。以上仅为部分要点,请阅读原文,深入理解监管要求。
岗位必读建议:
QA(质量保证):确保冻干产品的生产过程和质量控制符合法规要求。 生产:掌握冻干工艺的关键步骤和控制点,确保生产过程的合规性。 设备工程:了解冻干机的灭菌、设计和维护要求,保障设备运行的安全性和有效性。 研发:在产品开发阶段考虑冻干工艺的特殊要求,确保产品稳定性和质量。 文件适用范围:
文件要点总结:
冻干工艺概述 :明确了冻干过程包括冷冻、主干燥和二次干燥,强调了冻干对提高产品稳定性的优势和存在的挑战。产品类型和处方 :指出某些抗生素和生物技术产品由于溶液中的不稳定性而采用冻干方法,并强调了微生物污染水平的控制。灌装操作和环境监控 :提出了灌装过程中的无菌操作要求和环境监测的重要性,以及人员在无菌操作中的潜在污染风险。冻干循环和控制 :讨论了冻干循环中的关键参数控制,包括干燥温度、压力和时间的监控,以及对冻干机的泄漏和油蒸气迁移的预防。冻干循环验证 :强调了验证冻干循环的重要性,包括对不同强度、规格产品的单独验证和对共晶点的了解。以上仅为部分要点,请阅读原文,深入理解监管要求。
岗位必读建议:
QA:确保口服固体制剂的生产过程符合本指南要求。 生产:遵循生产管理章节的指导,确保生产过程的合规性。 研发:在设计和选型设备时,参考本指南以确保设备符合生产需求。 临床:在产品实现和验证阶段,确保临床试验用药品的质量符合要求。 文件适用范围:
文件要点总结:
质量风险管理 :强调了质量风险管理在口服固体制剂生产中的重要性,包括原则和工具的应用。生产管理 :明确了生产过程中的关键控制项目,如批次管理和清场管理。设备要求 :规定了生产设备的设计、选型、校验、清洗、维护和使用记录。生产过程控制 :概述了工艺设计和过程单元操作的详细要求,包括配料、粉碎、混合等。物料管理 :强调了物料的接收、储存、分发、退库以及检验与放行的管理。以上仅为部分要点,请阅读原文,深入理解监管要求。